日本酒フアンの皆さんこんにちわ!
今回は、長野県下諏訪町にある諏訪御湖鶴酒造場さんの『御湖鶴 純米吟醸 山恵錦』を紹介します。
『諏訪御湖鶴酒造場』さんといえば事業継承により復活した酒蔵さんで、なんと再生2造り目でIWCチャンピオン酒を造り出した、シンデレラ・サクセス・ストーリーの酒蔵さんです。
さて『御湖鶴 純米吟醸 山恵錦 』、一体どんな味わいなんでしょうか?
『御湖鶴 純米吟醸 山恵錦』は華やかな吟醸香、繊細でまとまりのある舌触り
搾りたてを直ぐに瓶詰、ジューシーな味わいが素晴らしい
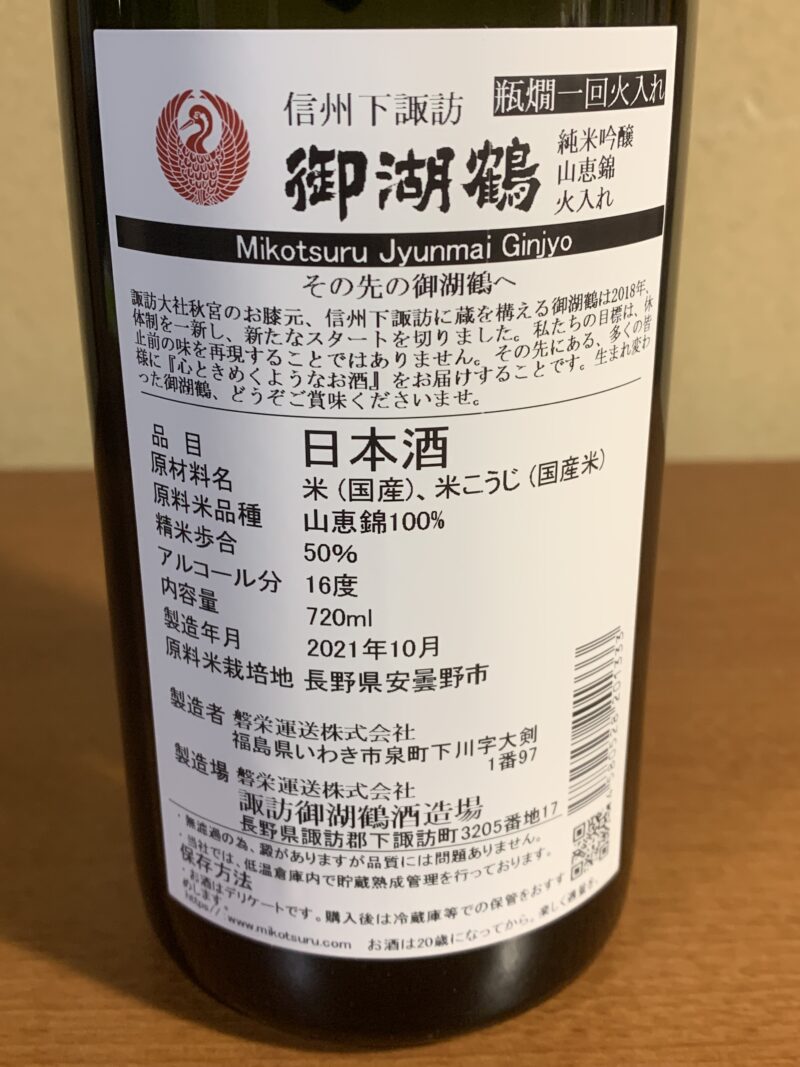
《原料米》『山恵錦』100%
《精米歩合》50%
《酵母》『長野C酵母』
《日本酒度》- 《酸度》-
《アルコール度》16度
《造り》純米吟醸/瓶燗火入れ
《お値段》720 ml 1980円
《製造》2021年10月
酒米は長野県諏訪産『山恵錦』。 心拍が大きくアミノ酸の少ない酒米で、2017年に品種登録された長野県期待の酒造好適米です。
この純米吟醸シリーズは全て精米歩合が50%、酵母はデリシャスリンゴのような甘い香りを生成する『長野C(アルプス酵母)』で統一され、シンプルに6種類の酒米違いの味わいが楽しめます。
また酒米ごとに、無濾過生原酒と火入れタイプがあります。 火入れの方法は品質を最優先した『瓶燗急冷法』で、手間/時間/コストのかかる方法に拘っています。
実は火入れ工程は1日当たり600本程度しかできないため、搾った生酒は火入れを待つ間一旦冷蔵庫で保管しているそうです。
このお酒はそんな手間のかかる火入れタイプながらも、上品な香りと濃密な甘旨味、微発泡感のある酸味の一体感が味わえるお酒に仕上がっていますね。
ジューシーな旨甘味と、酸のバランスがとても素晴らしいです。
省力化した設備でデータ管理を徹底、酒質の再現性を高め手抜きはしない
ところで、老朽化した酒蔵と設備は安全面や衛生面で大きな問題を抱え、酒造再開には大改修する必要がありました。
新造の蔵には最新の設備と冷蔵設備が導入され、四季醸造も可能。 でも、衛生面や味わいに直結する手作業への拘りもあります。
例えば洗米工程は、掛米は超音波ジェット洗米機で完璧な洗米が行われています。 一方で麹米は、全て手洗いを行う拘りです。
次に蒸米の放冷は最新鋭機を導入するも、タンクや麹室へ運ぶのは台車と手運び。 衛生面からエアーシューターは使われていません。
さらに麹造りの工程では、作業台全体の重量をリアルタイムで測定。 目標の水分量を計測しているそうです。
そして設備の冷蔵化は仕込み部屋から搾り部屋に至り、個別温度の設定が出来るサーマルタンクなど、抜かりはありません。
また、糀や醪、さらには室温の温度推移を10分おきにスマホでチェックし、醪の分析データも目視出来るソフトを構築しているそうです。
クリーンな設備にICT導入と手間をかけるべき作業の両立は、最新設備を導入している旭酒造『獺祭』や長州酒造『天美』同様しかりだね! いつ造っても同じ旨さとなるような高品質な酒質の再現性を追及している。
長野の日本酒『御湖鶴 純米吟醸 山恵錦』と今夜の肴
諏訪のグルメと言えば『うなぎ』。 焼きを待っている間に、ついつい2杯ぐらいいきそうになりますね。 そんなウナギも、最近は値段高騰で手がでません。
そんな訳で、我が家の忘年年越しは『鰤しゃぶ』『信州牛のたたき』で、芳醇な御湖鶴をおいしくいただきました。


『諏訪御湖鶴酒造場』の紹介
『諏訪御湖鶴酒造場』さんは下諏訪唯一の酒蔵。 諏訪大社秋ノ宮のお膝元にあって、『御湖鶴』は奉納酒であり伝統行事御柱祭でも振る舞われ、地元の皆さんに愛されてきた地酒です。
ところが2017年に酒蔵は自己破産し酒造りを停止。 磐栄運送の村田裕之社長は、オリジナルラベルの商品を依頼していたところ、競売にかけられていることを知ります。
聞けば地元で酒蔵再建や銘柄保存の声多く、思い切って『御湖鶴』復活へ名乗りを上げます。 ところが破産後時がたち、すでに杜氏さんや蔵人はおらず困り果てたそうです。

そんな折、長野銘醸の醸造責任者を務めていた竹内重彦さんを、地元酒販店さんから紹介されます。
村田社長は東北震災と原発事故を経験し、利益は確保できているもののいわき市1カ所で運送事業を続けていいものか考え抜き、県外への拠点展開と環境関連事業進出を決断してきました。
そして持ち株会社のもとに多くの運送会社をグループ化し、太陽光や風力発電、植物工場などの多角化をすすめ、245億円(2021年7月)の事業を展開しています。
そんな事業を進める村田社長に、竹内さんは『日本酒業界は決して楽観的な状況ではないこと、最初からトップクラスを目指した酒造りを行う必要性』などを訴えます。
村田社長の繰り広げる友好的M&Aは、地域ごとの各社の特性を活かした緩やかな統合戦略だ。諏訪の御旗『御湖鶴』の名を残し、資金負担の大きい新規投資を事業部制でのスタートは、綿密な財務戦略があってのことだろう。
村田社長はもちろん異論はなく、酒蔵再生は2段階でスタート。 先ずは品質確保のための設備を先行導入し2018年10月より仕込み開始し『御湖鶴』を復活、初年度の試験醸造を行います。
そして老朽化の激しかった蔵は翌年度に解体新築。 最新鋭の機械とICT技術を導入して、2020年1月より仕込みを本格稼働させたのです。

その成果は早くも第67回長野県清酒品評会において純米大吟醸が県知事賞、純米吟醸がなんと最高位の審査長賞を受賞したのです。 新蔵仕込み一年目での受賞はまさに快挙でしょう。
さらに翌年度の仕込では、またまた大ホームランをかっ飛ばします。 なんと『御湖鶴 純米吟醸 三恵錦』が2021IWCチャンピオン酒に輝いたのです。
ほぼ長野産酒米を使用した地域密着の酒造りを進め、まずは地域の皆さんや日本酒フアンの心と舌を掴みましたね。 さて次の一手は旺盛な需要を満たすために、まずは人的リソースの確保、そして流通チャネルの整備かな?
まとめ
『御湖鶴』の名は、諏訪湖に舞い降りた鶴の華麗な姿を夢に見て、前蔵元の初代創業者により命名されたとか。
竹内さんが目指した新生『御湖鶴』は、旧来の味わいではなく妥協のない美味しいお酒。 食事と一緒に楽しむと、知らず知らずのうちに『心がときめくような優しいお酒』なんだそうです。
ところで前蔵の菱友醸造・蔵元杜氏近藤昭等さんは、今は芋焼酎『富乃宝山』で有名な西酒造さんに招かれ、新たな日本酒『天賦(てんぶ)』を醸しています。
その『天賦』、柔らかな食中酒として2020年夏の発売ながら早くも全国で人気となっています。
異郷に飛び立った鶴と、新たに諏訪湖に舞い降りた鶴。 共に世界のSAKEとなる舞台を目指して頑張ってほしいですね!
それでは皆さん、今回はこれで失礼します。