

皆さん、こんにちわ!
今回は、長野県は松本市、大信州酒造さんの『大信州ヒカリサス』を紹介します。
大信州酒造さんと言えば、長野を代表する全国でも大人気の酒蔵さん。 この『大信州ヒカリサス』は10年越しの移転統合で、試験醸造されたお酒なんです。
それでは早速ご紹介しましょう。 大信州酒造さんの『大信州ヒカリサス』どんな味わいなのでしょうか?
大信州ヒカリサス其ノ参は、淡麗辛口から淳酒旨口へ装いを変えてきた
松本の本社蔵の仕込水は最適な中硬水で、清冽な北アルプスの伏流水
大信州酒造さんの製造拠点は、R1BYの造りまでは本社松本から100キロも離れた長野市豊野にありました。 なんと仕込み水は、松本の本社から車で運んでいたそうです。
豊野蔵では良質の井戸水が湧いていたそうですが、水脈が枯れて何年も良水が見つかりません。 試行錯誤の末に、本社敷地に湧く水が選ばれることになったのは10年前だとか。
それも、将来酒蔵を松本に移すことを前提としての決断だったそうです。 そして10年越しの移転によって、ようやく仕込みや洗浄など何不自由なく水が使えるようになったのです。
やわらかい口当たりときめ細やかな舌触りが特徴の仕込水は、約40年ほどかけて染み込んだ北アルプスの伏流水で、売店の前で飲むこともできます。
広島西条の仕込み水は30位、灘は80位で、大信州はほぼ中間値の硬度52の中硬水に近い値。 大信州の端麗な味わいもこの名水から生まれるのでしょう。
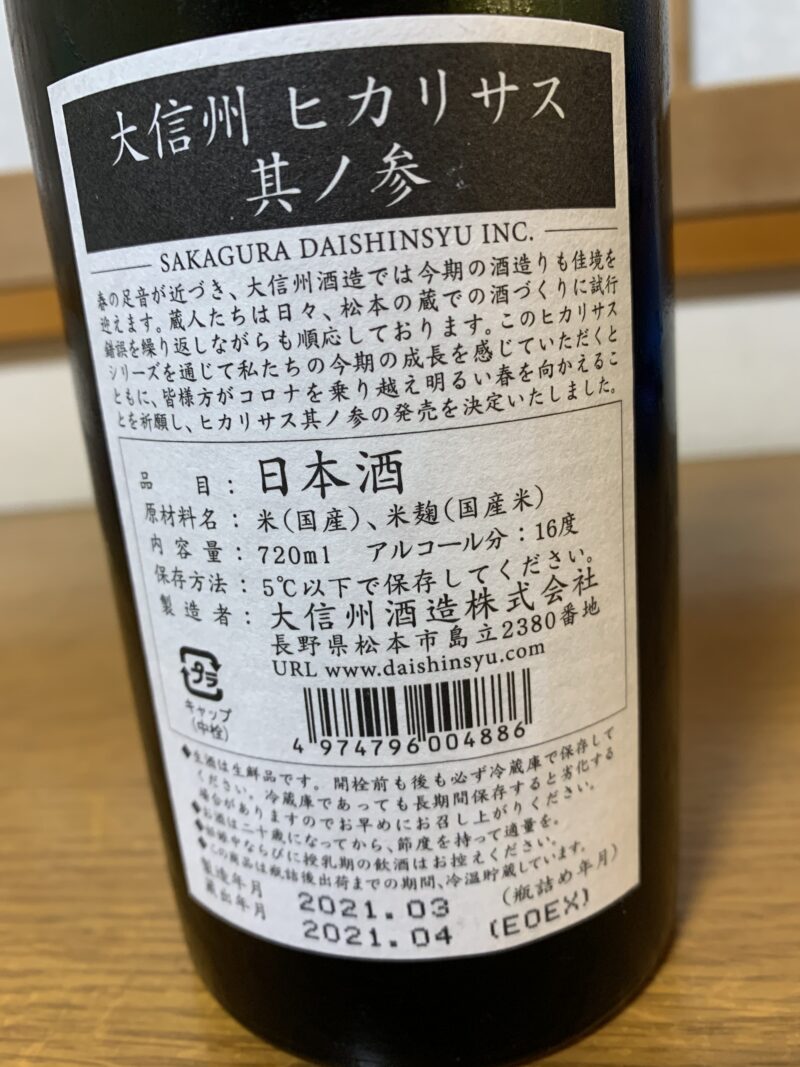
《原料米》『金紋錦』
《精米歩合》-
《酵母》-
《日本酒度》- 《酸度》-
《アルコール度》16度
《造り》無濾過生原酒
《お値段》720 ml 1760円
《製造》2021年3月《出荷》2021年4月
タンクローリーで仕込み水を豊野に運び、醸されたお酒を本社に運び込んで瓶詰、貯蔵というのは、どう考えても非効率。 70年の長い歴史を経て、漸く旨い酒造りの拠点にまとまったのかな・・・
また大信州の造りは全量手洗い。 清冽な水で糠がきれいに流れ落ち、雑味が消えます。 ほとんどが無ろ過の原酒ですから、原料処理にこの水を使える恩恵は大きいでしょう。
穏やかで洗練された香りと、ふくよかな甘みと酸で輪郭が浮かび上がる
『大信州酒造』さんの酒米は、すべて長野県内10軒の農家による契約栽培だそうです。 そして精米機を蔵に設置し、自分たちの目で確認しながら丁寧に精米しています。
品種は『ひとごこち』と『金紋錦』の2種類がメインで、昼夜の寒暖差の大きい地形を利用して酒米が育てられています。
実は『ヒカリサス其ノ弐』の酒米はひとごこち、この『其ノ参』は『金紋錦』。 山田錦に代るこの酒米は、鑑評会で見事金賞を受賞している大吟醸仕様なんです。
大吟醸仕様といえば、特徴的なのが大吟醸蒸しと言われる『抜きがけ』の手法。 そして麹米は全て大吟醸規格の精米歩合49%なんだそうです。
立香は穏やかですが、含み香の方がボリューミーです。 そして上品な旨みと共にミネラル感のある酸で輪郭があらわれます。
大信州らしい瑞々しさは残したまま、少し華やかさが出て果実感がよりでてきたでしょうか。
去年、鼎と飲み比べた時は『ひとごごち』の瑞々しい味わいだったけど、ヒカリサス参はこれまでの大信州の淡麗辛口イメージを払拭し、旨みが深い感じがする。 『美山錦』も使われ始めて、目が離せないね!
長野の日本酒『大信州ヒカリサス』と今夜の肴
『大信州酒造』さんは松本の郊外、松本電鉄下新駅徒歩10分にあります。 ですから、酒蔵見学や試飲購入の酒旅にピッタリなロケーションです。
振り向けば北アルプスの峰々。 酒を醸す山麓の風土、良い米と良い水が育んでくれる『天の恵み』がそこにあります。
そんな山々に似合いそうな、今回のお伴は欧風料理の『アヒージョ』。 オリーブオイルで、海老や貝類、トマト、キノコとニンニクで炒めた家庭料理です。
『大信州』はスッキリした飲み口が多いので、どんな料理にも合いますね。

大信州酒造の紹介
『大信州酒造』さんは原田屋酒造店さんが前身で、いくつかの企業合同・合併をへて、1971年に松本と長野の酒蔵の合併で誕生しました。
そして1972年に長野市豊野に醸造拠点、松本市に瓶詰め及び出荷拠点を集約しますが、合理的な完全統合には至りません。

現在、醸造責任者を務める田中勝巳さんは、二男故に大学卒業後は大手ワインメーカーに就職します。実家に帰った際にたまたま飲んだのが『純米大吟醸スパークリング』。
高級ワインやシャンパンよりも実家が醸す日本酒に感銘を受けた勝巳さんが、蔵に帰ったのは数年後の32歳の時。 早速営業に回りますが、普通酒の安酒イメージから受け入れてもらえません。
そこで蔵元は吟醸酒などを徐々に増やしていき、これに対応して仕込みの小さな酒造りへとシフトします。 2001年には豊野蔵に大きな投資をします。
そして2002年、勝巳さん38歳の時に人不足から造りの現場に廻ることに。 そこで名伯楽の小谷杜氏の下原多津栄氏のもとで、汚名挽回の酒造りに邁進することになります。
その後、『無濾過原酒』の搾りたての良さを出した酒造りを実現し、ようやく美酒としての評判を確立したのです。

そして2020年夏、『さらなる高みを目指すためには拠点集約が不可欠』との兄田中隆一社長の決断で、本社に新しい仕込蔵と事務所棟が完成したのです。
仕込蔵の内部は、原料処理、麹室、酒母室などの前半工程の作業場は2階、仕込み部屋と搾り部屋、瓶詰め部屋などは1階に配置し、作業動線に沿った設計となっています。
意外なのが、仕込みタンクは密閉式サーマルタンクではなく開放式。 また、麹室はオールステンレスではなく秋田杉の自然の吸湿作用を活かしています。
微妙な外気温や湿度の変化を取り入れて酒造りを行うのは、蔵人の感性を活かしその技能に裏付けられた伝統工芸品を造りたいとの考えからだそうです。
前に紹介した天美のようにデザインはモダンな仕上げ。内外に古の酒蔵の造作を残し、またマットブラックの壁で酒蔵を表現し、店舗も併設して訪れる人々を明るく迎えているね!
まとめ
コロナ禍での中でも希望の光を感じる瞬間を新しいお酒に託した命名が『ヒカリサス』。
それは長いこと拠点が遠路のため、7か月もの間酒蔵に泊まり込んで苦労してきた蔵人にも『ヒカリサス』に違いありません。
それにしても、設備投資は固定費が上がりこのコロナ禍の時期は売上げが期待できず、経営的にはチャレンジかもしれません。
でも新仕込蔵はゆっくりと時間を掛けて、これから多くの人々を新しい日本酒の世界へいざなってくれることでしょう。 『CHANGE』は『CHANCE』ー 期待しています!
それでは皆さん、今回はこれで失礼します。

